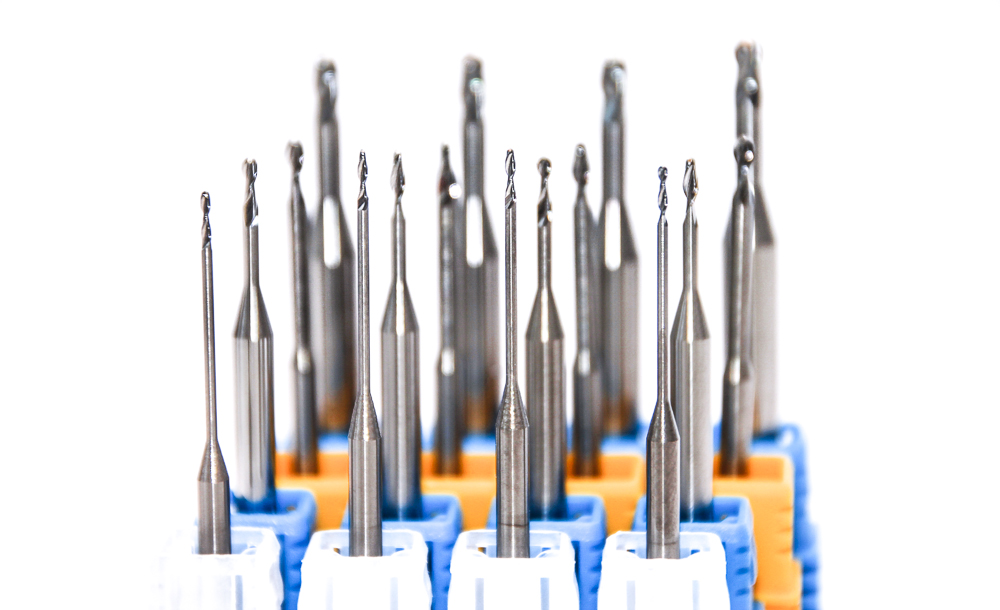
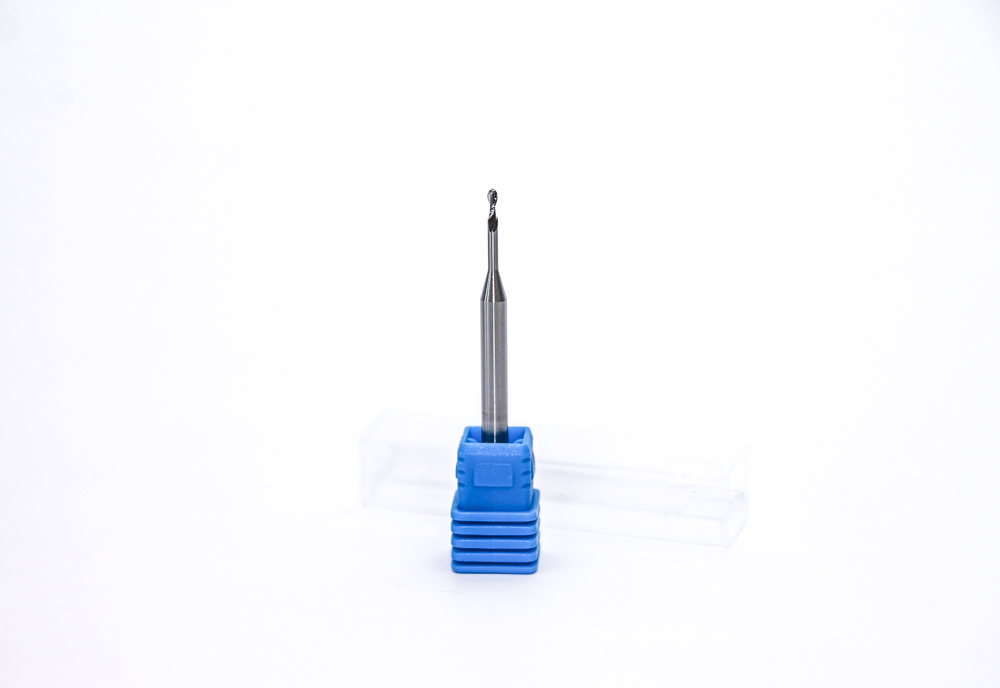
Стоматологические фрезы
Наша компания готова предложит огромный спектр специальных фрез для обработки титановых и кобальто-хромовых сплавов применяемых в стоматологии. Достоинства фрез нашей компании
1) Материал. Одну из главных ролей в самом режущем инструменте играет материал из которого он сделан. Наша компания использует мелкозернистый первичный твердый сплав специальной марки, используемый для обработки жаропрочных сталей и титановых сплавов.
2) Изготовление. При изготовлении фрез используется современное оборудование с ЧПУ, что позволяет добиться необходимой точности. Все размерные и угловые параметры инструмента идеально подходят для обеспечения стойкости инструмента при обработке.
3) Покрытие. Немаловажную роль при обработке играет износостойкое покрытие. Как известно обработка титановых сплавов происходит без охлаждающей жидкости, только при воздушном охлаждении, которое в свою очередь и должно отводить самый нагревающийся элемент процесса обработки — стружка, Ведь если последняя остаётся в зоне обработки, то греется и обрабатываемое изделие и сам режущий инструмент. Поэтому в самой зоне обработки, при недостаточном теплоотводе, температура может быть очень большая. Твердый сплав начинает терять свои показатели (прочность, производительность при обработке, стойкость) при температуре от 400 градусов. Основным фактором выхода режущего инструмента из строя (поломка, износ по режущей кромке) является температура. Высокоскоростная обработка металла приводит к сокращению теплоотвода в инструмент и к увеличению разогрева стружки. Обычно с возрастанием скорости резания повышается температура обрабатываемого материала (в том числе стружку) и инструмента. Однако при достижении достаточно высокой скорости обработки (определенной для каждого материала инструмента и обрабатываемого металла) температура режущих кромок практически не изменяется, так как до 70% тепла, образующегося в зоне контакта, отводится со стружкой, а теплоперенос в металл заготовки и инструмента минимален. Применение защитных покрытий существенно снижает температуру и обеспечивает возможность высокоскоростной обработки при относительно невысоких температурах. При обработке титановых сплавов покрытие позволяет увеличить стойкость в 1,5-20 раз.
Мы рады предложить Вам следующую номенклатуру изделий
Радиусные фрезы
| Обозначение: | Диаметр хвостовика D, мм: | Диаметр рабочей части d | Количество зубьев z: | Длина рабочей части L1, мм: | Радиус R, мм: | Глубина погружения L, мм: |
| T60R15050 4×1506 | 6 | 3 | 4 | 6 | 1.5 | 15 |
| T60R15050 2×1506 | 6 | 3 | 2 | 6 | 1.5 | 15 |
| T60R12550 2×1205 | 6 | 2.5 | 2 | 5 | 1.25 | 12 |
| T60R10050 2×1005 | 6 | 2 | 2 | 5 | 1 | 10 |
| T40R07550 2×0804 | 4 | 1.5 | 2 | 4 | 0.75 | 8 |
| T40R05050 2×0804 | 4 | 1 | 2 | 4 | 0.5 | 8 |
| Z40R10050 2×2005 | 4 | 2 | 2 | 5 | 1 | 20 |
| Z40R07550 2×1804 | 4 | 1.5 | 2 | 4 | 0.75 | 18 |
Концевые фрезы
| Обозначение: | Диаметр хвостовика D, мм: | Диаметр рабочей части d | Количество зубьев z: | Длина рабочей части L1, мм: | Глубина погружения L, мм: |
| T4020050 2×1205 | 4 | 2 | 2 | 5 | 12 |
| T4015050 2×1004 | 4 | 1.5 | 2 | 4 | 10 |
| T6030050 4×1506 | 6 | 3 | 4 | 6 | 15 |
| T6030050 2×1405 | 6 | 3 | 2 | 5 | 14 |
| T4030050 2×1404 | 4 | 3 | 2 | 4 | 14 |
| T4025050 4×1204 | 4 | 2.5 | 4 | 4 | 12 |
| T4025050 2×1204 | 4 | 2.5 | 2 | 4 | 12 |
Совместно с поставкой режущего инструмента наша компания производит также и переточку Вашего инструмента, что уменьшает Ваши затраты на покупку инструмента более чем в 2 раза. Количество возможных переточек фрез зависит от начального диаметра фрезы и ее технического состояния. При переточке потеря в диаметре фрезы составляет от 0,2 мм до 0,5 мм на диаметр.
Для размещения заявки Вам необходимо выслать нам чертежи и/или обозначение ГОСТ на электронный адрес info@eteng.ru и прикрепить реквизиты Вашей организации.
Для уточнения информации связывайтесь с нашими специалистами по телефонам: 8-800-500-40-45, +7-812-612-00-13, +7-911-984-54-44.
-

- Фрезы для стоматологов

-

- Фрезы для стоматологов

-

- Фрезы для стоматологов
-

- Фрезы для стоматологов

-

- Фрезы для стоматологов

-

- Фрезы для стоматологов

-

- Фрезы для стоматологов

-

- Фрезы для стоматологов

-

- Фрезы для стоматологов

-

- Фрезы для стоматологов

-

- Фрезы для стоматологов

-

- Фрезы для стоматологов
-

- Фрезы для стоматологов

-

- Фрезы для стоматологов

Отправить запрос Вы можете заполнив ниже форму обратной связи: